
熱間鍛造と冷間鍛造
2017年03月07日(火)
鍛造学ブログ 担当の徳田です。
まだまだ朝晩の冷え込みが厳しい中、ようやく日中の日差しは春を感じさせてくれるようになり、間違いなく、春に向けて季節が一歩一歩進んでいくのがわかるようになってきましたネ。
また、この時期は卒業式が真っ盛りの季節でもありますが、私も娘の卒業式で家内と一緒に出席してまいりました。
皆様におかれてはいかがお過ごしでしょうか?
あとひと月もすれば、ポカポカ暖かい桜の季節ですね~。ホント待ち遠しいです(笑)。
さて、今回は熱間鍛造と冷間鍛造の違いとその特性についてのお話...
最近のお客様からのお問い合わせのなかで、「熱間鍛造で冷間鍛造レベルの公差で製造できませんか?」とのご相談が多くなってきております。
また「熱間鍛造品の一部分を切削レスで使いたい」と要望されるお客様も増殖中?(笑)
そんなわけで大雑把ではありますが、以下に説明させて頂きます。
まず熱間鍛造とは、書いて字のごとく金属の素材(一般的に丸棒)を所定の長さに切断後、加熱して鍛造しますので、成型後常温になれば製品は必ず収縮します。
ですから、金型はその収縮率(延尺)を考慮して少し大きめの寸法で製作しますが、厳密に言えば夏場や冬場の外気温度差で製品寸法は多少のバラつきが発生します。
また大きさにも依存しますが、鍛造時(非鉄金属材の場合は基本的に一回成型)には、150t~500tの大きなプレス圧力が加わり、焼き入れした金型といえどもその瞬間には「弾性変形」しており、製品の歪や反りの発生につながります。
なので、高精度な鍛造部品が必要な場合は、あと工程で切削加工を追加して仕上げる方法を採用する場合が一般的です。
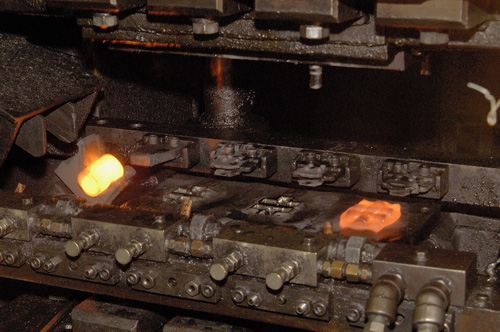
加熱された金属素材(左)と熱間鍛造直後の鍛造製品(右)。鍛造直後も高温のため、常温になれば製品は収縮します。
一方で、熱間鍛造とは違う冷間鍛造方法は、材料を常温のまま成型しますので「金型寸法」と「製品寸法」はほぼ同じになり、仕上り精度や公差レンジといった点では熱間鍛造より優れ、場合によっては切削加工無しといった設計も可能です。
但し、一般的な冷間鍛造の場合は、材料を加熱していない為に素材の変形抵抗が大きく、また1プレス当たりの素材変形量も少なく、複雑な形状の製品を成型する場合は、一度に金型が複数個以上必要になり、ロット数量が少ないと採算性が悪くなる傾向にあります。
その点、熱間鍛造の場合はロット数が数千個以上であれば経済ロット数になり、製品の対応できる形状としても熱間鍛造は金型設計自由度が高く、金型が上下分割できれば基本的に成型が可能です。
主に熱間鍛造方法というのは、「一次素材から二次素材へ変える製造技術」という事であり、熱間鍛造品単体では部品ではなく基本的に「二次素材」だと概念をお持ち頂くと大変ありがたく思います。
とは言え、形状にも依存しますが、熱間鍛造品で弊社独自の<バリ無し鍛造技術>を使えば、冷間鍛造では難しい形状と冷間鍛造品並みの精度を出すことが可能です(笑)。

バリ無し鍛造技術による当社熱間鍛造品
但し、マテリアルは黄銅材に限りますが・・・(汗)
その為には、お客様の図面を基に弊社との二人三脚による互恵関係を構築し、鍛造性向上と高品質化できるような提案をご快諾頂くことで、末永くコストパフォーマンスの良い製品を供給させて頂けると思います。
ぜひ、熱間鍛造で冷間鍛造並みの製品精度を出すことができればとお考えの方は、<非鉄熱間鍛造品のエキスパート 中野鍛造>へ是非、お問い合わせご相談をお待ちしております(笑)!